Ключевые моменты:
Обзор традиционных отечественных процедур производственного
планирования и терминологии.
Взгляд на традиционные отечественные методы
планирования производства
с точки зрения современных западных методик.
Примеры проблем, возникающих при внедрении планирования производства.
Возможные варианты компромиссных решений и пути «сглаживания»
проблем.
Специалисты, которые принимают участие в создании
интегрированных систем управления, согласятся с тем, что внедрение
функций производственного планирования связано с разрешением целого
ряда противоречий.
Опытный управленческий персонал промышленных предприятий
требует обязательного внедрения планирования производства. Ведь
планирование как точное предвидение хода производства с использованием
вычислительной техники применялось в нашей стране повсеместно еще
десять - пятнадцать лет назад.
В то же время при появлении новых интегрированных
систем управления (MRP II, ERP) в нашей стране полноценное планирование
производства внедрено и работает только в единичных случаях.
Заказчики часто требуют первоочередного включения
работ по производственному планированию на начальных этапах проекта
создания интегрированной системы, так как именно наличие производственного
планирования (наряду с социальным, финансовым, техническим и другими
видами) превращает систему из учетно-регистрирующей в полноценную
систему управления и поддержки принятия решений.
В то же время производственное планирование не
может внедряться на первых этапах создания системы управления, так
как в интегрированной системе планирование - это «надстройка»
над учетной системой. В работу по планированию прямо или косвенно
вовлечены практически все подразделения и службы промышленного предприятия,
и для качественного планирования требуются нормативные и оперативные
исходные данные, поставляемые другими модулями системы.
В составе новых систем внедряется «западное» планирование,
интегрированное с методологией MRP II / ERP.
В то же время на ряде крупных отечественных предприятий
продолжают применяться разработанные более десяти лет назад методы
планирования традиционных АСУП. Не следует ожидать, что «традиционные»
методы планирования будут быстро забыты, так как они, во-первых,
глубоко вросли в предприятия за счет привычных документов и документооборота
(понятных не только руководству предприятия, но и партнерам, вышестоящим
и контролирующим органам и др.), во-вторых, продолжают использоваться
для описания бизнес-процессов в современных российских учебниках
для экономистов и менеджеров промышленных предприятий (см., например,
[1], [4], [5]).
Поскольку полностью и мгновенно отказаться от традиционных
подходов АСУП к производственному планированию вряд ли возможно
и вряд ли нужно, требуется учитывать эти подходы при внедрении новых
систем в части подготовки исходных данных, использования принятых
на производстве терминов, документооборота, обучения персонала,
миграции к новым системам.
С учетом сказанного предмет обсуждения в данной
статье выбран так, как показано на рис. 1.

Рис. 1. Предмет обсуждения в этой статье
Фактор сложности задач планирования
Кроме перечисленных «организационных» проблем,
внедрение производственного планирования связано с целым рядом «технологических»
особенностей, отражающих сложность планирования по сравнению с другими
функциями системы управления.
Под термином «производственное планирование» понимается
большое число различных видов деятельности, выполняемых с разной
периодичностью, с захватом различных периодов времени и с использованием
информации из разных источников и разной степени детализации. В
алгоритмах планирования применяются различные классы математических
моделей и методов.
C планами работают все руководители, подразделения
и службы предприятия. При этом каждому руководителю и подразделению
требуется своя детализация и свое представление информации.
Формируется большое число различающихся по реквизитному
составу планов, которые предназначены для решения разных задач управления
производством. Поэтому показатели качества этих планов и способы
их интерпретации лицами, принимающими решения, также сильно различаются.
На методы производственного планирования оказывает
влияние специфика производственного предприятия (дискретное или
непрерывное производство, длительность производственного цикла,
серийность и многое другое). С другой стороны, принятые методы планирования
также влияют на организацию производства.
В условиях нестабильной работы промышленных предприятий
сложно назначать календарно-плановые нормативы (размеры партий запуска,
объемы запасов, опережения запуска/выпуска и др.), влияющие на организацию
работ по планированию, вычислительную трудоемкость и качество планирования.
Обычно для определения нормативов собирается статистическая информация,
что целесообразно только в стабильных условиях.
Приходится корректировать нормативные данные, не
приспособленные в системе к изменению плановиком или технологом
(эти данные иногда «зашиваются» при настройке). Кроме того, работникам
приходится рассматривать норматив, например, объем межоперационных
заделов, как оперативно меняемый параметр, что сложно даже психологически.
Алгоритмы планирования очень требовательны к вычислительным
ресурсам. С другой стороны, имеются ограничения на время решения
задач планирования, связанные с организацией производства. Например,
сменное задание должно быть готово в течение обеденного перерыва
или пересменки.
Несмотря на то, что большая часть перечисленных
проблем может иметь отношение не только к отечественным предприятиям,
но и ко многим промышленным предприятиям мира, в наших условиях
они особенно остры.
Прежде чем обсуждать вопрос о компромиссах при
внедрении, опишем суть отечественных методов производственного планирования,
их иерархическую организацию, проблемы и особенности традиционных
процессов производственного планирования, а также их отличие от
западных. Введем тот минимум терминов, который нужен в этой статье
и может понадобиться в дальнейшем при более детальном сравнении
отечественных и западных подходов.
Для определенности будем рассматривать машиностроительное
механосборочное производство, в котором планирование особенно сложно
и многообразно. Многие методы в равной степени относятся к другим
видам дискретного производства, например к сборке компьютеров, производству
бытовой техники или мебели, их аналоги применимы и к непрерывному
производству, хотя сопоставление планирования дискретного и непрерывного
производства не входит в задачу этой статьи.
Иерархия задач планирования. Традиционная отечественная терминология
Существует несколько взглядов на иерархию задач
планирования. С точки зрения горизонта планирования эти задачи делят
на:
-
долгосрочные (более 5 лет);
-
перспективные и стратегические (3-5
лет);
-
текущие (1-2 года);
-
оперативные (квартал, месяц, неделя,
сутки, смена);
-
диспетчерские (сменное планирование
и организация выполнения сменных планов).
По степени детализации выделяют следующие виды
планирования:
объемное - определение производственной
мощности предприятия, определение номенклатуры и трудоемкости, составление
производственной программы и баланса ресурсов;
объемно-календарное - согласование планов
по объему выпуска и по времени, формирование производственной программы
с привязкой к срокам запуска/выпуска;
оперативное - составление детального графика
производства и выпуска продукции с учетом имеющихся ресурсов [2].
Обратите внимание на то, что термин «оперативное
планирование» по-разному используется одновременно в двух
этих классификациях.
Принято считать, что собственно производственное
планирование (выпуска продукции, обеспечения производства ресурсами,
балансирования загрузки оборудования) затрагивает интервал от одного-двух
лет до реального времени.
На рис 2. показано принятое в теории представление
иерархии производственного планирования.

Рис. 2. Иерархия задач производственного планирования:
традиционный отечественный поход, теоретическая модель
Задачи производственного планирования представляются
обычно в виде иерархической последовательности, так как:
производственные планы верхнего уровня готовятся
руководством предприятия, а оперативные и диспетчерские планы -
управленческим персоналом цехов и производственных участков;
производственные планы верхнего уровня используются
для формирования стратегии предприятия в целом, а оперативные и
диспетчерские планы предназначены для координации работ по выполнению
производственной программы;
планы верхнего уровня служат исходной информацией
для очередных этапов планирования;
на очередном шаге планы детализируются, то есть
сокращается интервал времени, охваченного планом, учитывается больше
параметров, сокращается доля прогноза и увеличивается доля реальной
учетной производственной информации.
Исходная информация для задач текущего (годового)
производственного планирования формируется на этапе определения
стратегических долгосрочных целей предприятия, а также технико-экономического
планирования. На предприятиях создавался (иногда используется и
сейчас) техпромфинплан, включающий [1]: «Укрупненный план
реализации основных видов продукции», «Укрупненный план потребностей
в материальных ресурсах», «План по труду и кадрам», «Финансовый
план», планы развития производства и др. Отметим, что если ранее
исходная информация для формирования техпромфинплана содержалась
в пятилетних планах, то сейчас основой для текущего планирования
часто является прогноз сбыта (реализации) на год-два (иногда
представляемый в виде «портфеля заказов»), который составляется
по видам продукции, по регионам, по кварталам года.
Замечание: взаимосвязь задач усложняет внедрение
систем планирования.
При классификации задач планирования по срокам
исполнения - текущих (на год), сменных и др. - совсем не имеют в
виду, что первые составляются раз в год, а вторые - раз в смену.
Дело в том, что планы обновляются достаточно часто (годовые планы
- раз в месяц или в квартал) и не только по регламенту, но и при
значительном изменении условий. Например, для сменного задания критичным
является отказ технологического оборудования, для годового плана
- изменение контракта на поставку по требованию заказчика. При этом
взаимоувязанно на каждом уровне решаются задачи распределения ресурсов
и упорядочения работ. Поэтому срочные заказы должны вноситься в
сменные задания не непосредственно, а через корректировку
производственной программы предприятия и всех зависимых планов нижнего
уровня.
Из сказанного становится понятным, почему на предприятии,
которое готово брать заказы на любых условиях выполнения
(тем более - так называемые коммерческие заказы), внедрение системы
планирования (особенно интегрированной ERP-системы) затруднено.
Производственная программа предприятия
При планировании работы предприятия в целом учитываются
портфель заказов и производственные возможности предприятия
- производственная мощность (максимально возможный выпуск
продукции по объему и ассортименту при полном использовании технологий,
оборудования, трудовых ресурсов и площадей).
Для согласования потребностей рынка и возможностей
предприятия формируется производственная программа (план производства
и реализации продукции) на год с разбивкой по кварталам или
месяцам. Пример формы этого документа приведен на рис. 3. Расчеты
ведутся в стоимостных и натуральных единицах для усредненных изделий-представителей
и с учетом усредненного использования производственных мощностей.
(Заметим, что одной из характеристик иерархической системы планирования
является то, что при детализации планов доля стоимостных показателей
уменьшается, а натуральных растет).
Производственная программа является основой для
расчета планов производственных подразделений.
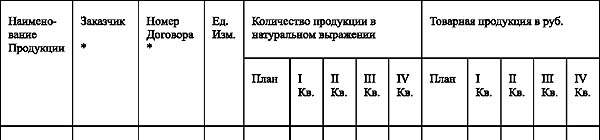
Рис. 3. Пример документа «План производства и реализации
продукции (производственная программа)»
*Столбцы, отмеченные «*» заполняются при наличии соответствующих
контрактов
Особенностью этапа формирования производственной
программы по сравнению с последующими этапами планирования является
наименьшая зависимость от специфики и организации производства на
предприятии. Вместе с тем именно на этом этапе используется наибольший
объем внешних по отношению к производству исходных данных. Чем лучше
сформирован портфель заказов (функция отдела сбыта), чем точнее
сформулированы прогнозы производства и сбыта (плановый отдел, производственный
отдел, отдел снабжения, отдел маркетинга) и чем выше доля реальных
заказов по сравнению с прогнозами, тем лучше производственная программа
будет задавать ход производству.
Планирование выполнения производственной программы
При планировании реализации производственной программы
предприятия решаются задачи объемного планирования. К ним
относится распределение (декомпозиция) годовой производственной
программы по подразделениям и срокам (объемно-календарное планирование).
Распределение по кварталам и месяцам проводится с целью равномерной
работы производства, наиболее полного использования оборудования
и ресурсов, соблюдения сроков выполнения заказов, сокращения себестоимости
продукции за счет уменьшения длительности производственного цикла
и объема незавершенного производства и повышения серийности. Кроме
того, годовая производственная программа завода распределяется в
объемном, трудовом и натуральном выражении между цехами и производственными
участками (расцеховка).
Производственная программа для выпускающих цехов
соответствует производственной программе предприятия с учетом выпуска
продукции за предыдущий период и состояния складов готовой продукции.
Далее формируются программы (номенклатурные планы) для других производственных
подразделений, происходит увязка программы с ограничениями на ресурсы,
строятся скоординированные календарные планы для цехов основного
производства и обеспечивающих служб.
В планировании - это очень важно для дальнейшего
обсуждения - используются так называемые календарно-плановые
нормативы, например размер партий запуска, ритмы запуска заказов
в производство, длительность производственных циклов, нормативы
незавершенного производства, нормативы времени на ремонт оборудования
и затраты труда.
Замечание: определение календарно-плановых нормативов
наталкивается на особые сложности.
Как правило, в календарно-плановых нормативах «спрятаны»
эвристики, которые, с одной стороны, задают организацию производства
и позволяют исключить из рассмотрения заведомо неэффективные планы,
а с другой - позволяют сократить объем перебора при планировании.
Обычно нормативы определяются моделированием, расчетным
путем или статистически. Во всех способах полагается, что предприятие
работает стабильно и предсказуемо. Но многие отечественные предприятия
еще находятся в условиях «перестройки», изменения логистики, номенклатуры
выпускаемой продукции и рынков сбыта. При внедрении новых систем
планирования требуется либо мотивированно принимать решение о возможности
использования нормативов, которые были «заложены» в традиционные
АСУП, либо их менять или даже ориентироваться на то, что нормативы
могут многократно меняться даже в процессе внедрения системы (что
не типично для «нормативно-справочной» информации).
Оперативное планирование
Оперативное (оперативно-производственное)
планирование предполагает детализацию производственных программ
в виде согласованных планов для цехов, производственных участков
и рабочих мест на короткие интервалы времени (месяц, декада, неделя,
смена).
Объектом планирования и планово-учетными единицами
являются заказы, комплекты, изделия, сборочные единицы, детали,
детале-операции. Выбираются планово-учетный период (неделя,
месяц, квартал) - для отчетности цеха о выполнении плана и плановый
период - промежуток времени, на который строится оперативно-календарный
план.
В цехе формируется план по запуску в производство
и по выпуску изделий. Задается интервал запуска в производство
- не раньше, чем полуфабрикаты поступят из предыдущего цеха, и не
позже, чем требуется для выпуска заказа в срок. План запуска в производство
согласуется с планом подготовки производства. По плану цеха строятся
задания для производственных участков, групп оборудования и рабочих
мест.
Далее при описании «разрывов» систем планирования
мы будем опираться на то, что в качестве исходной для оперативного
планирования используется информация о производственной программе
цеха с разбиением по плановым периодам, комплект конструкторской
и технологической документации, информация о состоянии и производственных
возможностях оборудования, о наличии комплектующих изделий, материалов,
инструмента и оснастки, о нормах времени и персонале, а также о
незавершенном производстве.
Синхронно с планами для производства формируются
планы по обеспечению инструментом, оснасткой, комплектующими изделиями,
заготовками.
Замечание: проблемы планирования обеспечивающих
подразделений.
В системах АСУП было принято разделять, с одной
стороны, планирование потребности в продукции, узлах, полуфабрикатах,
а с другой - планирование обеспечивающих подразделений (потребности
в инструменте, оснастке, заготовках, комплектующих изделиях). На
практике оперативное планирование затрагивало готовую продукцию,
узлы, полуфабрикаты и незавершенное производство. Планирование обеспечивающих
подразделений проводилось в рамках отдельных «задач» АСУ и выполнялось
обобщенно, по календарно-плановым нормативам, без привязки к заказам
на изготовление продукции определенной номенклатуры. При этом многие
задачи снабжения исключались из оперативного планирования, решались
несколько раз в год без привязки к фактическим срокам выполнения
заказов, что приводило к ряду проблем для предприятия. Например,
многократно завышались оборотные средства, росли складские запасы,
но возникали аварийные нехватки по отдельным позициям. В то же время
система планирования не могла диагностировать реальный избыток или
недостаток комплектующих изделий и материалов для конкретного заказа.
С точки зрения современных западных систем планирования
- MRP/MRP II - эти проблемы могут быть решены при объединении функции
планирования продукции и ресурсов при условии «зависимых потребностей»
и регистрации требуемых материальных ресурсов и норм их расхода
в спецификации состава изделия.
Замечание: почему все системы оперативного планирования
различны.
Многообразие производственных условий обусловливает
вариантность алгоритмических решений систем оперативного планирования.
Влияние на них оказывают многие факторы, например серийность производства
и его предметная или технологическая специализация, характер подачи
деталей из цеха: работа производства на сборку, на склад или передача
в следующий цех, передача по инициативе потребителя или производителя
- «толкающая» или «тянущая» система, и др. («Тянущая система», минимизирующая
буферные запасы, известна как система «точно вовремя».) Поэтому
случаи, когда система производственного планирования «переносится»
с предприятия на предприятие, практически отсутствуют. Типичной
является ситуация, когда в рамках одного предприятия в разных цехах
применяются разные алгоритмы планирования. Даже критерии качества
оперативных плановых заданий могут различаться у разных предприятий
и цехов одного предприятия
Диспетчирование
Диспетчирование (то есть контроль хода производства,
выпуска продукции, расхода ресурсов и организация выполнения оперативных
планов) ведется на внутрицеховом уровне планово-диспетчерским бюро
и планово-управленческим персоналом участков (мастер, диспетчер,
распределитель работ).
В качестве инструмента диспетчирования при стабильной
номенклатуре используется график загрузки оборудования (в
котором указываются номер партии деталей и число деталей, которые
будут обработаны за смену на рабочем месте и на участке в целом).
В условиях меняющейся номенклатуры используются сменно-суточные
задания для рабочих мест и участков.
Сменно-суточное задание - директивный учетно-денежный
документ, помогающий мастеру распределить работу, организовать ее
выполнение и вести контроль за ходом производства. Пример формы
этого документа приведен на рис. 4.
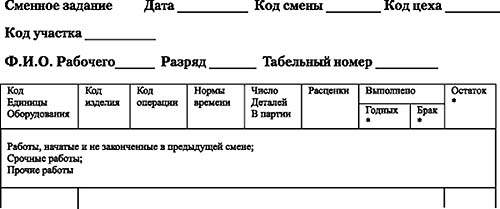
Рис. 4 . Пример сменного задания для рабочего места
Поля отмеченные «*» заполняются по результатам смены и передаются
в качестве рапорта в планово-диспетчерское бюро цеха
Отсутствие единого процесса производственного планирования
в традиционных системах
Итак, теоретическая база и математический аппарат
производственного планирования были хорошо разработаны в СССР и
продолжают использоваться на ряде предприятий. Только за последние
несколько месяцев автор был на нескольких предприятиях с работающей
традиционной системой планирования и полагает, что полный список
не ограничивается теми предприятиями, которые он видел. Как же используется
эта система?
Уже говорилось, что в современных учебниках для
экономистов традиционная отечественная методика производственного
планирования представляется в виде описанной выше иерархии задач.
Однако эта иерархия на практике не была реализована в рамках
единой системы. Возможно, одной из причин была сложность создания
в то время системы планирования как компонента единой интегрированной
системы управления предприятием, работающей в реальном времени.
При переходе от ручного планирования к автоматизированному
планирование производства было централизованным и выполнялось на
уровне дирекции и в вычислительном центре - отделе АСУ. При этом,
в силу ограниченности вычислительных мощностей и ориентации руководства
предприятия на интегральные производственные показатели, централизованное
планирование на практике было укрупненным.
Примеры ситуаций, приводивших к «разрывам» в системе
планирования
В традиционных АСУП разрывы в процессе производственного
планирования могли возникать в случае, когда в централизованной
заводской системе планирования решались лишь некоторые задачи
планирования и применялась детализация, требуемая только для заводского
уровня планирования и учета. В результате на предприятии фактически
создавалась не одна, а несколько программных систем планирования.
На
рис. 5 показано, как планирование существовало в виде отдельных
процессов в заводской и цеховых системах.
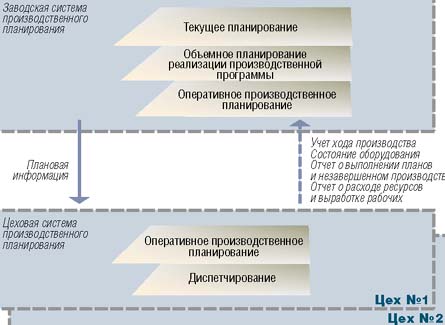
Рис. 5. Место разрыва между заводской и цеховыми
системами производственного планирования
Например, в отделе АСУ завода работала общезаводская
система, которая формировала техпромфинплан, производственные программы,
а также оперативные (на декаду или на месяц) планы для цехов. Оперативный
учет тоже велся по месяцам или декадам. Потребителями этой плановой
информации были дирекция, службы снабжения и сбыта, управления предприятия,
бухгалтерия. Нормативная информация была также укрупненная, например
с технологическим маршрутом, составленным по цеховым переделам.
С другой стороны, для цехов такой детализации планирования
не хватало. Например, для единичного и мелкосерийного производства
непосредственно в цехах вынужденно создавались свои системы организационно-технологического
управления, оперативного планирования и диспетчирования. В рамках
этих систем велось формирование сменных заданий, планирование переналадок
технологического оборудования, работа транспортно-складских систем
и учет хода производства. В некоторых случаях в технологическом
бюро цеха появлялся свой комплект технологической документации
на изделия (сначала - более детальный, чем в отделе АСУ, а со временем
и отличающийся по описаниям технологического оборудования, по нормам
времени и расхода материалов). Служб, в производственные обязанности
которых входило бы согласование «заводского» и «цехового» комплектов
нормативной и технологической информации систем оперативного планирования,
не было. По цеховым системам велось управление ходом производства
в цехе, а межцеховые передачи заказов, управление складом готовой
продукции, расчет зарплаты, материально-техническое снабжение велись
централизованно в рамках АСУ.
Аналогичный разрыв систем возникал в цепочке обратных
связей планирования - в подсистеме учета и отчетности. Учетные данные
порождались в цеховой системе и использовались для очередных периодов
оперативного планирования и диспетчирования. В то же время учетные
и отчетные данные в интегрированном виде должны были представляться
в заводскую систему планирования.
В результате разделения систем планирования управленческий
персонал цеха воспринимал цеховую систему как свой инструмент, а
укрупненную систему планирования АСУ - как средство внешнего контроля
и не был заинтересован в предоставлении «наверх» актуальной
информации.
О компромиссах
Сказанное выше показывает реальную ситуацию с производственным
планированием на многих предприятиях. Эту ситуацию надо уметь оценивать
и находить реальные пути развития автоматизированной системы. В
завершение можно резюмировать:
Традиционные отечественные методы производственного
планирования подтвердили свою жизнеспособность и продолжают применяться.
Их применение является первым встречающимся компромиссом
(который допускает постепенную модернизацию системы).
Ряд проблем при реализации традиционных систем
производственного планирования в АСУП был связан с ограничениями
со стороны вычислительных платформ и архитектур программных систем,
с вопросами согласования исходных данных и с возможностями интеграции
автономных программных систем, а не с изъянами в методологии
планирования.
Вместе с тем разрывы при реализации единой системы
планирования вели к тому, что управленческий персонал разных уровней
оперировал разной информацией. Это порождало условия для «непрозрачности»
учета и расчета себестоимости продукции. (Понятно, что в этих условиях
переход к «прозрачной» среде вызывает особые трудности внедрения
новых систем.)
На смену традиционным методам планирования будут
приходить новые системы. В некоторых проектах может быть оправданно
еще одно компромиссное решение, при котором компоненты производственного
планирования - как «интеллектуальная» часть АСУП - могут сохраниться
при миграции на современные платформы и при совместной эксплуатации
с системами планирования из новых интегрированных систем. В частности,
могут сохраниться имеющиеся эвристические алгоритмы сменного планирования,
системы диспетчирования, обеспечивающие интеграцию с системами управления
технологическими процессами.
Для принятия решений о функциональной архитектуре
интегрированных систем управления необходимо более детальное рассмотрение
западных методов производственного планирования при их сопоставлении
с традиционными отечественными. Для этого надо переместить «на запад»
фокус внимания, показанный на рис. 1. Целесообразно сделать это
темой отдельной публикации.
Литература
[1] Справочник директора предприятия / Под ред.
М. Г. Лапусты. М.: Инфра-М, 2000.
[2] Справочник разработчика АСУ / Модин А. А
и др., М.: Экономика, 1978.
[3] Когаловский В.М. Особенности оперативного
планирования сборочного производства.
[4] Влияние декомпозиции задач планирования на
характеристики производственной системы/ СТИН (Станки и инструмент)
- Автоматизация производства, № 8, 1994.
[5] Экономика
предприятия. Учебник. Российская экономическая академия им. Г.
В. Плеханова / Под ред. проф. О. И. Волкова. М.: Инфра, 2000.
[6] Планирование на предприятии. Учебное пособие
для экономических специальностей вузов / Под ред. А. И. Ильина.
М.: Новое знание, 2000. (В 2 т.)
[7] Уайт О. У. Управление производством и материальными
запасами в век ЭВМ. М.: Прогресс, 1978.
«Планирование - это обеспечение всех производственных
подразделений информацией о том, как они должны функционировать
для достижения общих корпоративных целей». (См. [1])
Многие задачи снабжения исключались из оперативного
планирования, что приводило к ряду проблем